



เทคโนโลยีการผลิตที่หลากหลาย
- หน้าหลัก
- เทคโนโลยีของโทคิวะ โคไท
- เทคโนโลยีการผลิตที่หลากหลาย
กด / กำจัด Burr
บริษัท โทคิวะ โคไท จำกัด ได้ทำการค้นคว้าเทคโนโลยีการสลิตที่ทำให้ความเป็นไปได้ที่จะเกิด Burr ลดน้อยลงมากที่สุด
สำหรับสินค้าอุตสหกรรมแล้ว ถือว่าเป็นผลงานที่มีความน่าพอใจได้ไม่น้อย
เทคนิคนี้เป็นการรองรับความต้องการที่อยากให้ส่วนที่สามารถทำเป็นสินค้าได้ขอบเขตมีมากไปจนถึงสุดขอบแผ่น, ไม่อยากให้เกิดช่องว่างตอนทำงาน Masking, อยากทำให้ผงหรือเศษของ Burr หายไป, หรือไม่อยากให้กระดาษฉนวนไฟฟ้ายับ
เทคโนโลยีที่สามารถตอบรับความต้องการของลูกค้ามากที่สุดเท่าที่จะทำได้
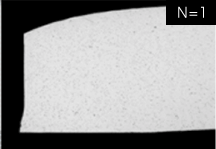
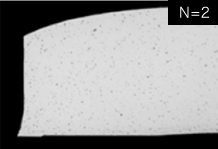
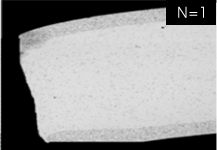
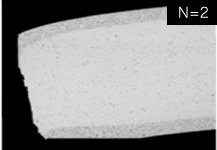
รูปด้านซ้ายเป็นรูปของวัตถุดิบสำหรับบัสบาร์ที่มีความหนา 1.5mm ก่อนการปรับ Burr ที่เกิดขึ้นหลังการสลิต รูปทางด้านขวาคือรูปที่ปรับ Burr แล้ว
ส่วนรูปด้านบนคือรูปที่กดให้ Burr เล็กลง รูปด้านล่างคือวัตถุดิบบัสบาร์ที่มีความหนาแผ่น 2mm และเกิด Burr ขึ้นมา
อาจมีบางส่วนที่ไม่สามารถแก้ไขได้เนื่องจากมีข้อแม้คุณภาพที่เข้มงวดมาก แต่เราสามารถเสนอผลลัพธ์ที่ดีที่สุดให้ได้
รูปเปรียบเทียบก่อนทำ / หลังทำ
ขอบของวัตถุดิบที่นำไปผลิตเป็นขดลวดแม่เหล็กไฟฟ้าหลังถูกตัด (ส่วนต่างขยายภาพ x50)
- รูปเปรียบเทียบก่อนทำ
- ①1.5mm
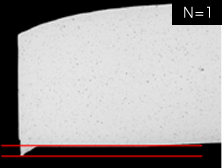 ความสูงของ Burr:110μm
ความสูงของ Burr:110μm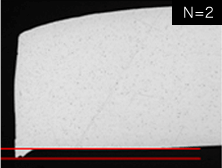 ความสูงของ Burr:100μm
ความสูงของ Burr:100μm
- หลังทำ
- ①1.5mm
เทคนิคการม้วน Burr ให้หันไปในทิศทางเดียวกัน
เทคนิคที่สามารถตอบรับความต้องการของวัตถุดิบงานปั๊ม
- อยากทำให้การเปลี่ยนทิศทางของ Leveler หายไป
- การปรับ Leveler เป็นเรื่องยุ่งยาก
ทำให้ประสิทธิภาพในการผลิตของลูกค้าสูงขึ้น พร้อมถึงความปลอดภัยเรื่องคุณภาพ
เป็นเทคนิคการสลิตวัตถุดิบที่ลูกค้านำไปผลิตบานเกร็ด สำหรับผลิตเครื่องแลกเปลี่ยนความร้อนรถยนต์ สำหรับมู่ลี่ และอื่นๆอีกมากมาย
เทคนิคปรับรอยการตัด
เทคนิคปรับรอยการตัดเพื่อรองรับความต้องการของลูกค้า
- อยากให้ไม่มีรอยแตกตอนนำไปผลิตด้วยการผลิตแบบม้วนยืดวัตถุดิบ
- ด้านที่เป็นผิวรอยแตกไปกระทบทำให้ไลน์การผลิตไม่ไหลลื่น
- ในทางกลับกัน ก็มีการผลิตที่ต้องการด้านรอยแตกให้มากพอ
เพื่อตอบสนองความต้องการของลูกค้า เราสามารถปรับการสลิตเพื่อให้ทำให้รอกแตกจากการตัดหายไป หรือเหลือรอยแตกจากการตัดไว้ได้
ทั้งนี้ยังสามารถตั้งเป้าได้สูงถึง 100% ให้ขอบจากการตัดเรียบ ซึ่งส่วนมากจะเป็นที่ต้องการสูงในไลน์การผลิตครีบของเครื่องแลกเปลี่ยนความร้อน
งานใส่กระดาษคั่น
เป็นเทคนิคที่ไว้ใช้เวลาอยากใส่กระดาษคั่นระหว่างแผ่นอลูมิเนียม
- อยากกำจัดรอยตำหนิที่มาจากการเปิดคอยล์
- อยากให้ไม่มีรอยตำหนิตอนม้วนปิด
- อยากให้ไม่มีรอยแตกของสีที่แผ่น
- อยากให้รอยทำหนิที่เกิดจากแรงกระเทือนของการเคลื่อนย้ายหายไป
เป็นการใส่กระดาษระหว่างแผ่นอลูมิเนียมตอนที่ม้วน นอกจากนี้แล้วยังสามารถดึงกระดาษระหว่างแผ่นของ Mother Coil ออกได้อีกด้วย
เป็นเทคนิคที่ไว้ใช้กับวัตถุดิบที่จะนำไปผลิตเป็นฝากระป๋อง หรือวัตถุดิบที่มันวาว, วัตถุดิบสี, วัตถุดิบลายนูน, หรือวัตถุดิบสำหรับชิ้นส่วนรถยนต์ที่มีความหนามาก
งาน Masking
ให้ความสำคัญกับเทคนิค Masking ในวงการผลิตคอยล์
ในแวดวงแผ่นโลหะ สำหรับบางการผลิต Masking หรือเทคนิคการติดฟิล์มเพื่อป้องกันรอยตำหนิที่ผิวหน้านั้นเป็นเรื่องที่จะขาดไปไม่ได้ ทว่าเทคนิคนี้ยังไม่ได้ถูกนำมาใช้มากนักในแวดวงการผลิตคอยล์ คุณสามารถนำเสนอสินค้าที่ตัดจากโรงงานเราและผ่านกระบวนการ Masking ให้กับลูกค้าที่ผลิตกระบวนการปั๊มขึ้นรูปโลหะ ซึ่งเป็นการผลิตที่ต้องการการป้องกันรอยตำหนิเป็นอย่างสูงได้ (ทว่า หลังการปั๊มแล้วจะต้องลอกฟิล์มออกทีหลัง) นอกจากนี้แล้วยังสามารถป้องกันรอยตำหนิที่อาจจะเกิดขึ้นจากการสลิต รวมถึงการป้องกันรอยกัดกร่อนหรือสนิมได้อีกด้วย
งานสลิตน้ำมัน
สามารถใส่น้ำมันไปก่อนม้วนปิดคอยล์
เราสามารถเติมน้ำมันลงไปได้ขณะก่อนม้วนปิดคอยล์เพื่อลดขั้นตอนการเพิ่มน้ำมันในกระบวนการผลิตถัดไป และทำให้การผลิตไหลลื่นได้ดี
ทั้งนี้การใส่น้ำมันยังสามารถป้องกันน้ำค้างที่อาจจะเกิดขึ้นระหว่างเก็บคอยล์ไว้ในสต็อกได้อีกด้วย
อนึ่ง เราสามารถเติมน้ำมันด้วยการรีคอยล์โดยไม่ต้องผ่านการตัดได้เช่นกัน
งานสลิตแบบไร้แกน
สามารถลดต้นทุนการผลิตได้โดยการสลิตแบบไม่ใส่แกน
ทุกครั้งที่มีการผลิตสินค้าขนาดใหม่ จะต้องมีค่าใช้จ่ายในการสร้างหรือทำการพัฒนาแกนให้มีขนาดที่ตอบรับกันพ่วงมาด้วย
นอกจากนี้แล้ว ยังมีความยุ่งยากที่เกิดจากการสั่งทำแกนทุกครั้งที่จะผลิต ในกรณีที่เป็นแกนเหล็กหรือแกนพลาสติก ต้องส่งกลับไปให้ลูกค้าหลังใช้งานอีก
เราสามารถสลิตโดยไม่มีแกนเพื่อลดต้นทุนและความยุ่งยากเหล่านั้นได้
ควบคุมสภาพพื้นผิว
สามารถสร้างเครื่องหมายไว้ที่ผิวหน้าเพื่อทำให้จำแนกได้ง่ายขึ้น
"อยากม้วนกลับผิวหน้าด้านนอกเป็นด้านใน", "อยากตรวจสอบว่าด้านไหนเป็นหน้าโลหะผสม", "อยากแค่ดูก็รู้ได้เลยว่าด้านไหนเป็นด้านไหน" เราสามารถตอบรับความต้องการเหล่านั้นได้ งานม้วนอลูมิเนียมสี อลูมิเนียมโลหะผสม ด้านที่ต้องการรักษาผิวหน้าเป็นพิเศษ รวมถึงการใช้เทนนิคลนไฟเพื่อตรวจสอบหน้าโลหะบัดกรี เราสามารถสร้างเครื่องหมายไว้ตรงจุดที่ต้องการ และสีที่เราใช้ทำเครื่องหมายนั้นเป็นสีแบบที่ล้างออกได้ภายหลัง